细谈SKD11热处理工艺
文章来源:本站 发布时间:2020-10-29 08:49:15
SKD11热处理
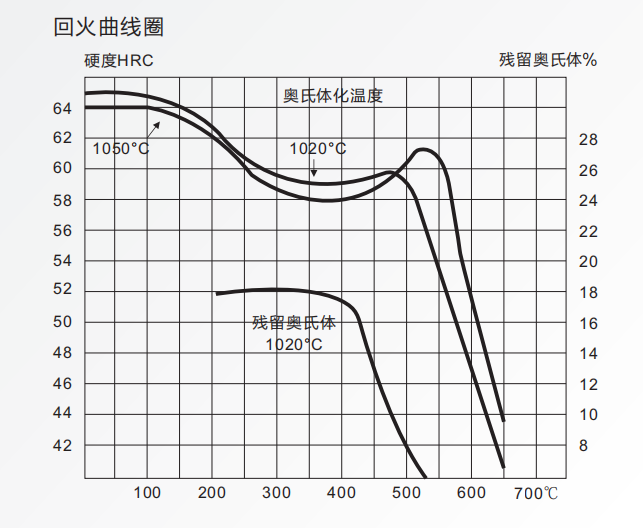
淬火:先预热700~750℃,再加热至1000~1050℃在静止空气中冷却,如钢具厚度在6寸以上者加热至980~1030℃在油中淬硬更佳。
回火:加热至150~200℃,在此温度中停留,然后在静止空气中冷却。
硬度:HRC61以上。
退火:加热至800~850℃,在此温度停留1~3小时,在炉中任其渐冷。
锻制:1050~950℃。
SKD11淬火、回火规范
淬火温度1010°C,空冷.回火温度200℃,硬度58~60HRC。
SKD11热处理
SKD11使用方法
“淬火+回火”状态下使用
“淬火+冷处理+回火”状态下使用(适于高精度与尺寸稳定要求)
“淬火+回火+氮化处理”状态下使用(适于表面高硬度要求)
锯切下料时锯条速度不宜太快,以25m/min为宜,锯切效率保持在9cm2/min~20cm2/min左右。
SKD11深冷处理
为获得高硬度和尺寸稳定性,模具在淬火后立即深冷-70摄氏度至-80摄氏度,保持3-4小时,然后再回火处理,经深冷处理的工具或模具硬度比常规热处理硬度高1-3HRC。形状复杂和尺寸变化较大的零件,深冷处理有产生开裂的危险。
SKD11氮化处理
模具或工件氮化处理后,表面形成一层具有很高硬度和一定耐蚀性的硬化组织。
1)SKD11在525℃氮化的处理
工件表面硬度约为1250HV,氮化时间对渗层影响如下表所示。氮化时间(小时)203060渗氮层深度mm0.250.300.35
2)SKD11在570℃软氮化处理
工件表层硬度约为950HV。通常软氮化处理2小时,硬化层深度可达到10-20um.磨削加工模坯或工作在低温回火状态,磨削容易产生磨削开裂。为防止裂纹发生应采取小的磨削进给量多次磨削,同时辅加良好的水冷条件。
线切割加工形状复杂或尺寸较大的模具,终成行采用线切割加工时,通常会遇到开裂现象发生。
为防止开裂,建议采用气淬及高温回火处理,以降低热处理应力,或对模胚进行腔预加工处理。
本文部分内容来源于网络,我们仅作为信息分享。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 promaxsts@163.com 举报,一经查实,本站将立刻删除。
上一篇:日本日立金属SKD11高耐磨高铬冷作工具钢 下一篇:skd11*新优惠价格